The impact advanced technology has on manufacturing is undeniable and can help companies streamline their processes, improve efficiency and reduce costs. It also can help companies stay ahead of their competitors by providing the needed tools to innovate and adapt to changing market conditions.
A 2025 Deloitte survey of 600 manufacturing executives found 80% plan to invest 20% or more of their improvement budgets in smart manufacturing initiatives, with a focus on foundational tools and technologies. These include automation hardware, data analytics, sensors and cloud computing. Continuous operational improvement starts with capturing data from machine assets. This data provides immediate insights for both people and systems, enabling them to make better, faster decisions and drive automation.
Informed Data and Manufacturing Benefits
Characterized by increasing automation and the employment of smart machines and smart factories, informed data helps to produce goods more productively across the value chain. By collecting additional data from the factory floor and combining that with other enterprise operational data, a smart factory can achieve information transparency and better decisions. Accurate, real-time production data is pivotal to shop floor operations and the effective operation of each machine asset. However, harnessing this data effectively requires advanced technology and analytical capabilities.
Vast amounts of data are collected for industry reporting, predictive maintenance and safety enhancements. However, manufacturers may be challenged to manage and analyze the data. Analyzing historical data allows operations management to identify patterns, trends and anomalies that may otherwise go unnoticed. Historical data analytics can help companies transition from reactive to proactive planning and keep planning aligned with operations.
Taking this further makes it clear data alone is not enough. Understanding how the different sources of data interact with and impact each other helps in the planning and production processes. Integrating this data with ERP software gives manufacturers visibility over their entire operation.
ERP systems have evolved over the years, but despite all the information available, it’s not uncommon for planners and line supervisors to still use whiteboards for day-to-day scheduling. Without real-time information, it is difficult to make corrections when scheduling problems occur.

However, third-party software uses current planning rates from ERP systems, making it easy to move orders and monitor performance. What’s even better is tracking the order in real-time. Metrics such as order status and schedule adherence become available to everyone. Real-time visibility makes it easy to readjust a schedule and perform course corrections when production gets behind.
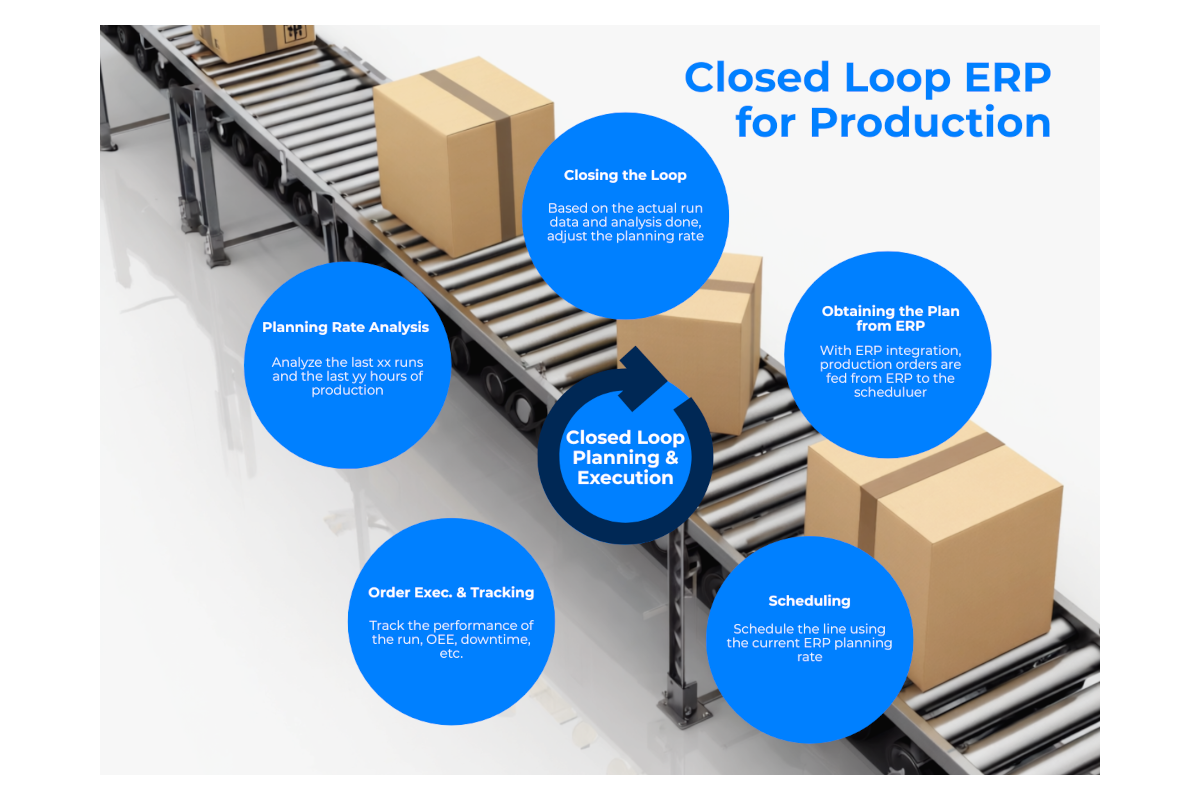
Closed-Loop Planning and Execution Steps
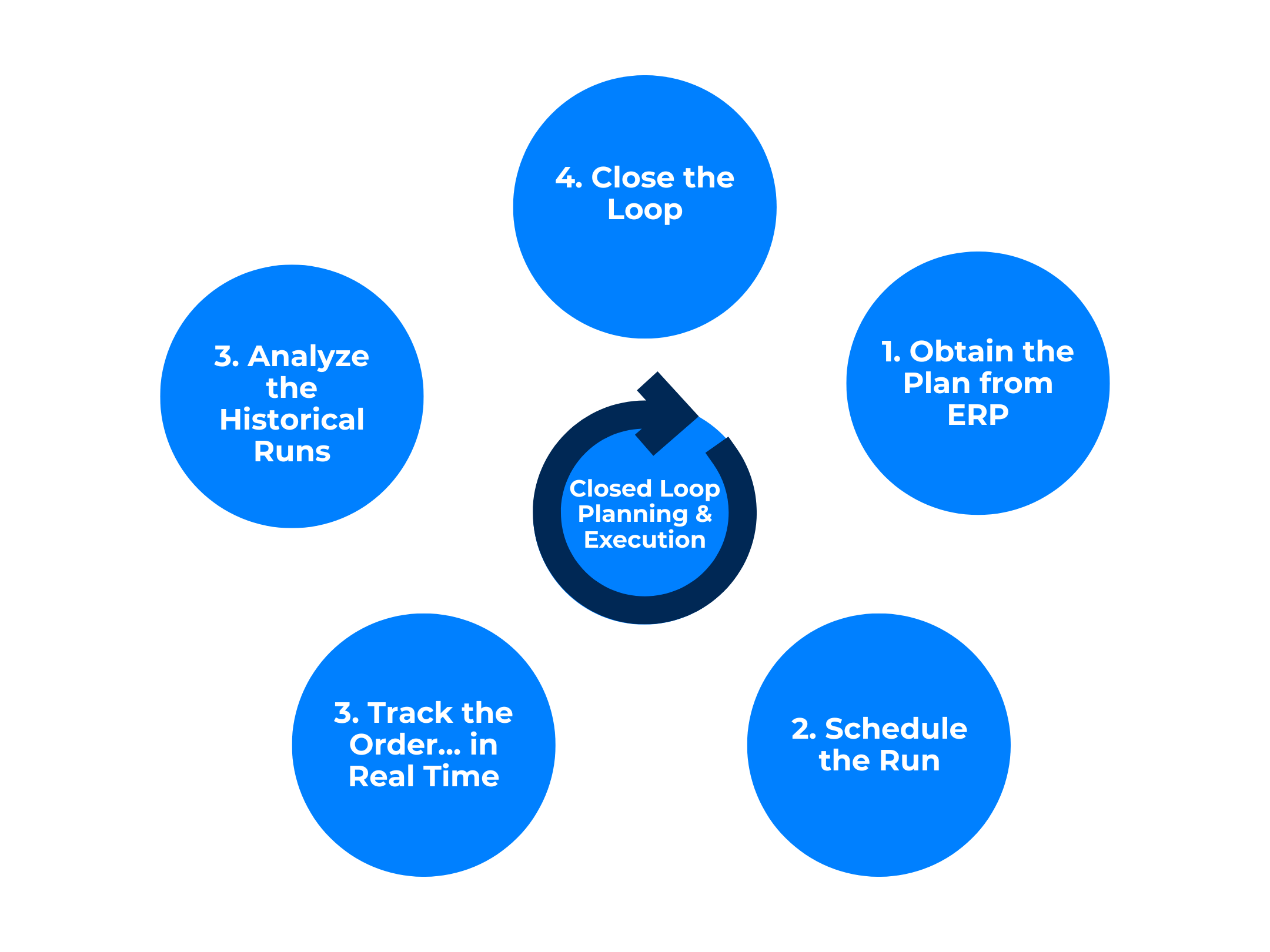
One way to improve the manufacturing process is to align the planning process with the production process through a mechanism called closed-loop planning and execution. This includes five steps:
- Obtain the plan from the ERP system. With ERP integration, production orders are fed from ERP to the scheduler.
- Schedule the run.
- Track the order in real time.
- Analyze the historical run.
- Close the loop. Based on actual run data, revised planning rates may be recommended.
Unlike traditional linear production models, closed-loop manufacturing depends on continuous monitoring, analysis and process optimization where real-time data guides decision-making. Because data is paramount to this system, information is seamlessly integrated, allowing for a holistic view of the manufacturing process. The heart of closed-loop manufacturing lies in the ability to monitor operations in real time. This data provides immediate insights into bottlenecks, inefficiencies and potential breakdowns, allowing for quick adjustments to maintain optimal performance. Implementing these improvements also can enhance overall quality.
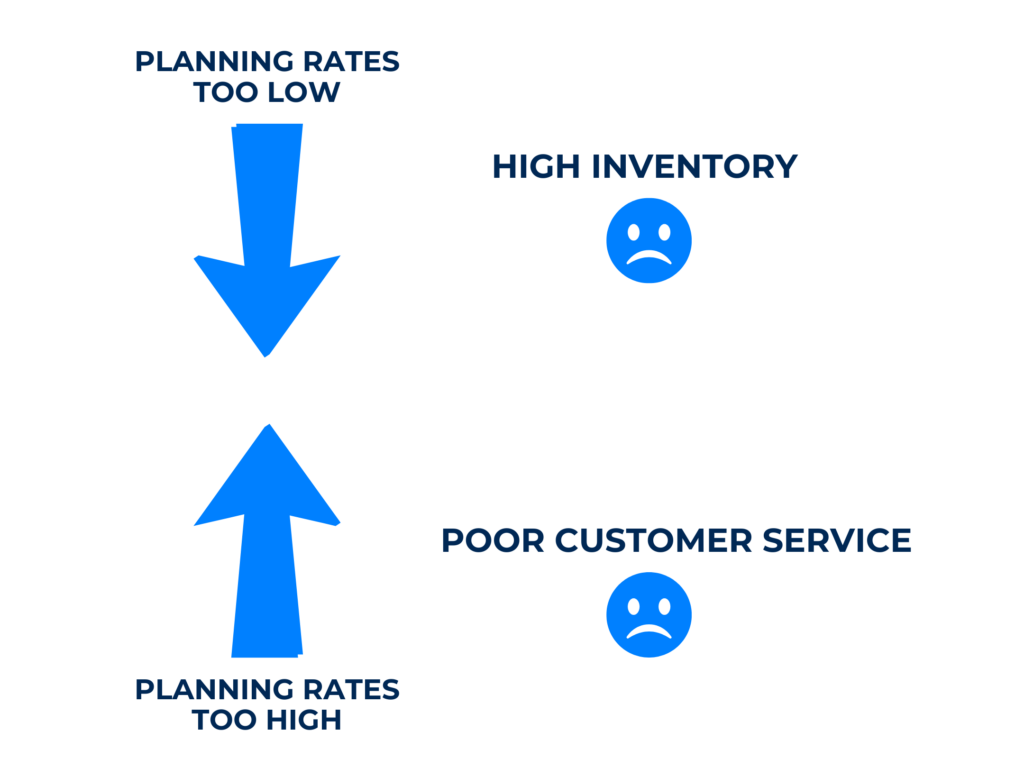
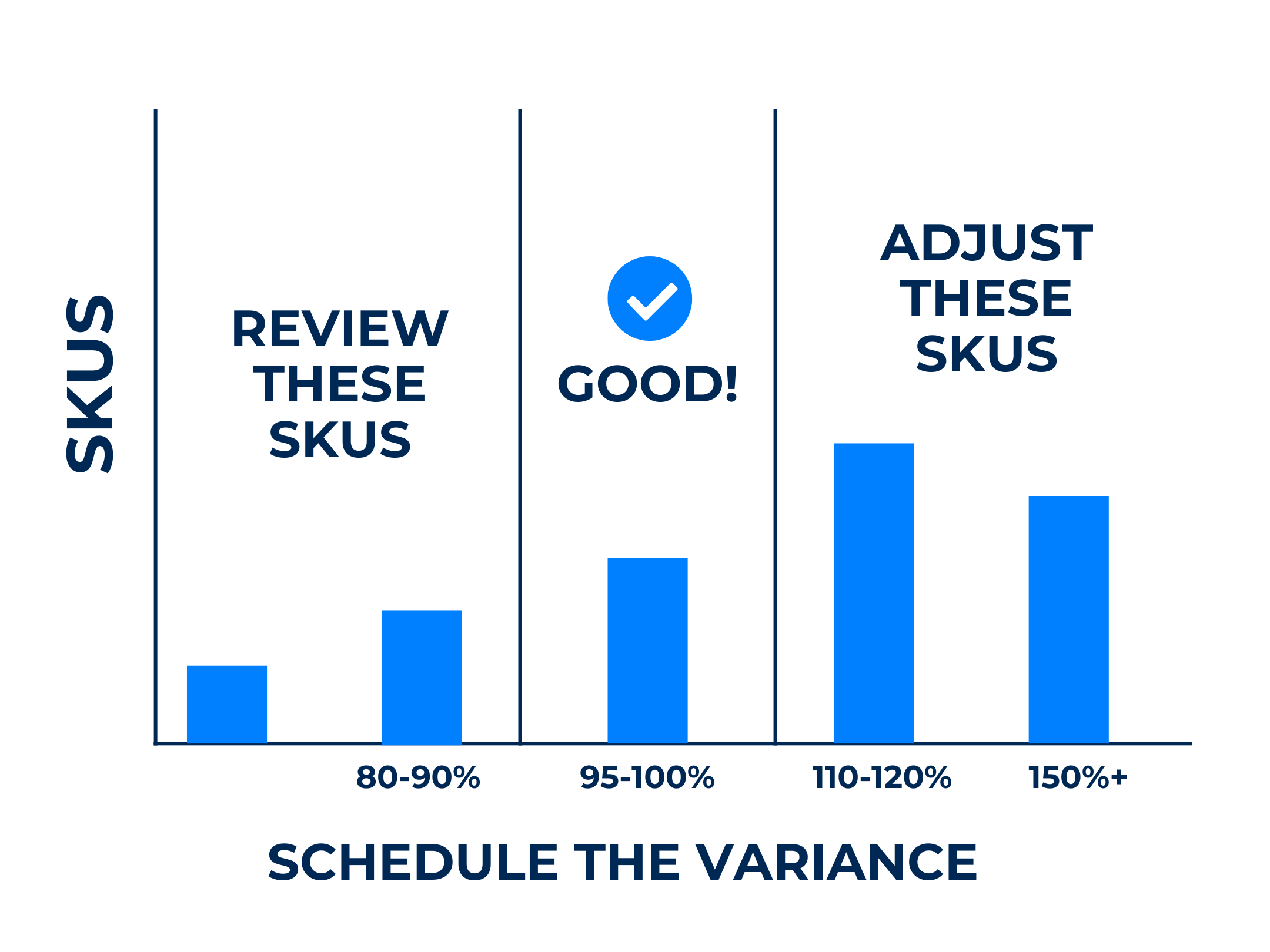
Critical to this process is closing the execution loop. As performance improves, output increases, and planning rates must also change. Very often, this step is overlooked. For example, if planning rates are too low then capacity is underestimated and creates the potential for excess inventory.
However, if planning rates are too high, then capacity is overestimated and production takes longer than anticipated, which negatively affects customer service. Analyzing historical data is critical to seeing production trends and adjusting.
Creating Best Planning Practices
With this advanced technology, it would be assumed planning rates are done with much foresight. The truth is, it’s often more random. Sometimes it is someone’s best guess about machine performance. Other times, it is performed annually without rigorous analysis. Recommending the best planning rate takes a lot of data, software for analysis and good insight. Integrating innovative third-party software uses self-adjusting date ranges based on historical production runs. For example, for SKUs that run infrequently, up to a year’s worth of data may be reviewed; and for SKUs that run weekly, a month of production data may be sufficient.
Once planning rates have been reviewed and recommendations made, they are passed back to the ERP system, creating a closed-loop production and execution system with dramatic improvements. Manufacturers implementing this system have realized schedule adherence rates improving from 70 to 90% almost overnight when rates are set properly.
Integrating ERP and MES
Advanced manufacturing execution systems (MES) captures data directly from machines and operators to deliver real-time production metrics and analytics in easily usable formats. An MES provides a functional layer between ERP and process control systems, giving decisionmakers the data needed to make the plant floor more efficient and optimize production. While MES is focused on better manufacturing, it can share the collected production information with a properly integrated ERP system, adding to the data that can be leveraged for making better decisions.
Integrating additional software accelerates digital transformation with advanced data collection for overall equipment effectiveness (OEE) and MES enables plant personnel to have valuable operational insights.
A PwC report emphasizes data integration is among the top challenges faced during the implementation of Industry 4.0 initiatives, including MES adoption. By deploying third-party advanced software, manufacturing plants can accelerate and drive OEE uplift, avoid problems before they occur and reduce engineering time by up to 70%.
Once again, as OEE improves, planning rates must be evaluated to ensure they are adjusting to production results. Analyzing the data safeguards against producing excess inventory or, on the flip side, overestimating capacity contributes to production delays that could lower customer service.
Beyond the Production Lines
Granular data from integrated third-party software can be accessed and analyzed beyond manufacturing shop floors. Every stakeholder from operators to supervisors accesses the same up-to-date view of production progress. For example, the plants’ facilities teams can utilize the data for improving maintenance and safety, and this real-time data can be utilized by production planning department to adjust forecasts based on actual throughput, resource usage and downtime events. By integrating shop-floor execution data into forecasting tools, manufacturers can move to predictive scheduling, which is a key characteristic of smart factories.
Continuous Improvement Benefits
Manufacturers that implement smarter data collection and leverage advanced technology like cutting-edge software solutions, increase productivity and efficiency, and reduce costs. Prioritizing operational excellence not only fosters growth but also positions organizations for continued success in an ever-evolving business and manufacturing landscape.
Editor’s Note: What This Means for ERP Insiders
Closed-loop manufacturing elevates ERP from ledger to orchestrator. ERP vendors and SIs must design finance and operations platforms that natively support closed-loop planning, where production feedback continuously updates planning rates. This demands deeper MES and scheduler integration, richer time-series models and product roadmaps that treat real-time shop-floor signals as core capabilities.
Data-driven planning requires unified, analytics-ready ERP foundations. The article’s emphasis on historical and real-time production data underscores the need for ERP architectures that harmonize machine, MES and enterprise data for proactive planning. Enterprise architects must prioritize canonical data models, event streaming and embedded analytics to avoid fragmented insight and unlock predictive scheduling at scale.
Third-party innovation redefines ERP-centric partner ecosystems. As advanced MES and planning tools deliver OEE gains and rapid schedule adherence improvements, ERP programs must shift from monolithic thinking to curated ecosystems. Transformation leaders should build integration-first strategies, vet partners on data-governance and feedback-loop design and modernize cloud architectures to support composable, best-of-breed manufacturing stacks.
John Oskin is senior vice present at Austin, Tex.-based SmartSights and may be reached at john.oskin@smartsights.com. SmartSights is a global leader in data-drive analytics, reports and notifications, serving the industrial sector. By providing comprehensive visibility into critical infrastructure management, SmartSights enables swift problem resolution, waste reduction and cost efficiencies elevating operation performance.